多托盘混用自动化立体仓库的规划设计
发布时间:2022-10-09 15:59:07
点击次数:423 次
作者:洛阳路德机械设备有限公司
前 言
近年来我国产业结构日益走向规模化和专业化,随着信息技术的大量应用、互联网经济的兴起以及企业对成本控制要求的提升,个性化的消费诉求,使产品的需求特性变得更加小批量、多品种,包装方式也越来越多样化,供应链体系不得不快速响应市场多样化和不确定的动态需求,力求在短周期内为顾客提供满意的产品。这迫使物流系统也必须做出变革,提升企业供应链的运行效率。
在企业的供应链管理中,货物的单元化形式受运输成本及成品保护等因素的影响。为提高流通及搬运效率,减少库存,企业利用单元化载具循环共用的方式,提升货物的持续补货能力。载具存在较大的差异,不易使用单一载具的规划设计方式,覆盖所有货物条件的管理需求。多托盘混用自动化物流系统,以企业现有托盘管理体系作为货物的标准化载具,程度维系当前行业供应链的管理模式,降低了系统建设成本及应用难度,更具柔性,也具有更高的作业效率。
一、多托盘混用模式
托盘是自动化物流系统重要的单元化载体。由于不同国家和地区的标准差异,托盘形式各异,且结构复杂,规格尺寸呈现多样性。因此,难以采用单一的载具,适应自动化物流系统的设计要求。
以某汽车企业零部件配送物流为例,作为典型的供应链管理企业,供应链体系高度固化。载具设计以运输和货物保护为核心,货物载具涉及木托盘、吸塑托盘、塑料托盘和铁质笼框等多种类型。采用以托盘包装单元为子托盘,加装母托盘的方式,实现货物单元在输送、存储、搬运过程中的标准化管理,但增加了托盘及设备投入,提高了系统的自动化复杂程度,容易导致后期高昂的运营维护成本。
多托盘混用自动化物流系统,通过对设备和工艺流程的特殊设计,可在不改变现有管理方式及载具形式的基础上,实现多类型、多规格载具单元的智能化仓储、自动化输送以及托盘一贯化承载输送作业。这有效地减少了供应链上下游环节中,由于更换托盘载具带来的时间成本和人力成本浪费。
二、多托盘混用自动化物流系统实现方式及解决方案
某汽车企业零部件配送物流的生产管理相对复杂,工艺流程较多,供应链体系结构庞大。终端产品也会随市场需求不断调整,导致货物的供应商直接影响企业的生产计划。由于货物的供应商通常是长期和相对固定的合作关系,载具也能随供应关系循环利用(如图1所示),从而降低货物运输成本,提高货物的搬运效率。

图1 载具循环共用模式示意图
为确保产品的质量及交付能力符合各方利益,供应商往往会加大对货物包装方面的投入力度,采用各式各样的载具将货物单元化,加快货物的装卸及搬运速度,缩短运输车辆在物流节点的滞留时间,实现货物在装卸、搬运、储存和运输环节的快速运转。与此同时,为有效地保护货物成品,减少转运过程中的破损,货物的载具形式也变得更加专业化和个性化,形状各异,大小不同。为避免单一托盘载具方案造成的空间浪费,以供应商载具作为货物单元化载体。从多类型托盘的共线输送,托盘自由叉孔尺寸的自动识别,堆垛机可变距货叉的调节等多个设计维度,终实现物流系统对多类型托盘的识别、定位及存储等重要环节的全自动运行。
2.1 托盘类型
根据管理货物的统计分析,适宜仓储的托盘尺寸为1250mm×1100mm,在该尺寸范围内,大部分托盘为吸塑托盘,少部分为1200mm×1000mm标准木托盘或者塑料托盘。为了将该尺寸范围内的托盘纳入自动化物流系统管理范围,实现无母托盘的仓储模式。对吸塑托盘进行了相应的统计分析,吸塑托盘共计有29种规格,底部结构为九脚类型。
2.2 物流系统定位及检测
结合仓储容量、货物出入库的等待时间以及库区的自动化物流系统接口等规划功能要素,某汽车企业零部件配送物流采用多托盘混用的运行模式设计。仓储区域为巷道堆垛机自动化立体仓库,输送作业采用穿梭车,完成货物托盘在各巷道间的集中调度管理,如图2所示。
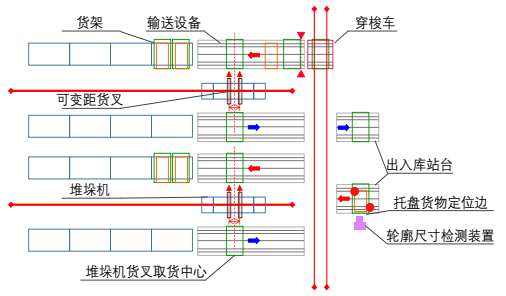
图2 多托盘混用自动化物流系统平面示意图
2.2.1 出入库站台定位及检测
物流系统对托盘的无差别自动运行,还需要对托盘货物进行检测。既要实现对托盘的条件性筛选,又需要完成初始段托盘的定位。操作人员在出入库站台完成托盘货物的侧边定位,短边宽度方向采用光电检测传感器定位,内侧传感器检测不到托盘货物时,则托盘短边宽度尺寸低于物流系统的适用范围。外侧传感器检测到托盘货物时,则托盘短边宽度尺寸超过物流系统的适用范围。
托盘货物定位边一侧,安装三维图像识别系统(如图3所示),对托盘的长边长度、叉孔宽度、叉孔高度和墩脚尺寸进行测量(如图4所示)。参数值满足设计要求时,将托盘的长边长度尺寸传递给输送系统完成后续定位。
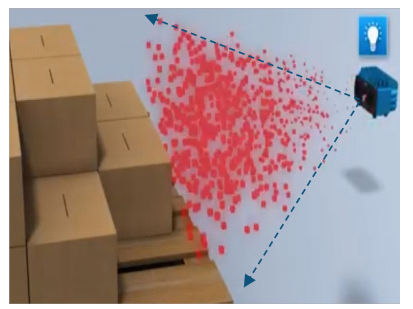
图3 三维图像识别系统安装示意图
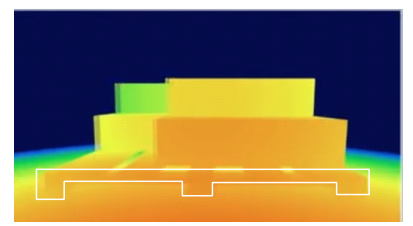
图4 图像采集及参数识别示意图
2.2.2 堆垛机取货站台及输送设备定位
由于输送设备的载体为板链式或者多排链式,托盘与承载链的摩擦力较大,托盘在堆垛机取货位置的定位,依靠设备的输送停位完成。输送设备采用伺服驱动技术,在与穿梭车接驳货物端头安装光电检测传感器。检测到货物时,系统利用已知的货物中心至光电检测传感器检测位的距离S,减去测量系统检测的托盘宽度尺寸L4,则自动计算出需要输送的行走距离S1(S1=S-L4)。托盘完成定位后,上位系统调度堆垛机到达货物取货中心位置,并根据测量系统检测的托盘取货中心尺寸,调整货叉中心距,堆垛机叉取货物到系统指定货位存放(如图5所示)。
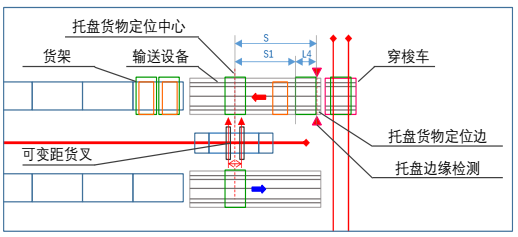
图5 货物托盘在取货站台的定位示意图
2.3 工艺流程设计
托盘通过人工站台上线后完成靠边定位,出入库站台上的光电检测传感器,对托盘定位边和托盘短边宽度尺寸进行检测,利用三维图像识别系统完成定位边的托盘轮廓尺寸检测。剔除不能满足运行条件的托盘货物,报警提示由人工处理。
托盘货物经识别检测合格后,将货物信息及托盘寸信息发送给上层信息系统。系统将托盘长边长度尺寸分配给输送系统,以完成后续输送定位使用。将取货中心间距分配给堆垛机,堆垛机按照该取货中心尺寸完成相应的货叉间距调整。系统同时分配存储货位,将取货中心尺寸与该货位托盘的货物信息进行关联,便于后续出库使用。
穿梭车将货物输送至与堆垛机接口的取货站台,输送设备的驱动方式为伺服驱动。在输送过程中,托盘货物触发该输送设备端头光电检测传感器,输送系统记录托盘起点位置信息,根据预设的托盘货物至触发光电检测传感器的距离,由PLC计算出托盘货物的输送距离,完成托盘货物至取货中心位置的停位。该位置的升降台驱动托盘货位上升,升降台的顶升位置为托盘孔位的6个支点。
托盘货物在输送设备根据堆垛机取货中心位置完成定位后,系统调度堆垛机到达取货位,并根据托盘叉孔中心距尺寸,调整堆垛机货叉间距,叉取货物后到达指定位置存储。
2.4 输送及搬运处理措施
根据额定载荷为1-1.5t的货叉对搬运托盘的尺寸要求,托盘在货叉叉取方向需具备可落地结构,且在自由叉孔高度方向尺寸不得低于120mm,宽度方向不得低于250mm(如图6所示)。而对于九脚吸塑托盘,可在托盘的长边或者短边完成托盘货物的搬运。数据分析结果显示,托盘短边叉孔宽度尺寸较小,仅有11种托盘满足货叉叉取搬运要求。而采用托盘长边作为叉取方向,全部托盘均可满足货叉在该重量下的作业要求。因此,吸塑托盘采用长边作为货叉搬运方向,而木托盘或者塑料托盘采用短边作为搬运方向。
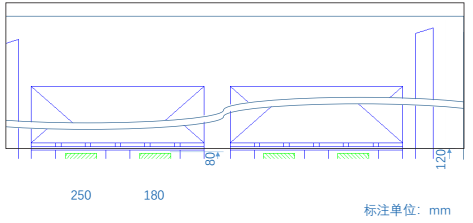
图6 堆垛机货叉及托盘尺寸示意图
2.4.1 搬运定位
由于托盘墩脚尺寸差异太大,每一种托盘都呈现不同的尺寸参数。托盘墩脚尺寸小仅为38mm,为170mm。在长度方向小尺寸为1000mm,尺寸为1240mm,极限偏差尺寸为240mm。若采用托盘中心的定位,叉孔值偏差尺寸120mm。显然,采用单一的定位基准,托盘叉孔极值重叠尺寸可用空间值仅为128mm,无法满足堆垛机货叉的叉取要求。因此,托盘的定位方式只能选择多基准定位方案,如图7所示。
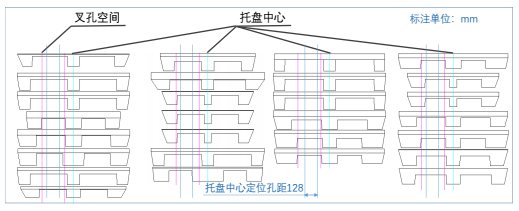
图7 托盘定位基准示意图
综合托盘叉孔数据,中间墩脚宽度尺寸小的吸塑托盘,货叉中心距小,货叉中心距尺寸为338mm。中间墩脚宽度尺寸的吸塑托盘,货叉中心距,货叉中心距尺寸为603mm。货叉的取货中心距极限偏差值为265mm,堆垛机货叉采用可变距货叉,以满足不同托盘不同取货中心的调整需要(如图8所示)。
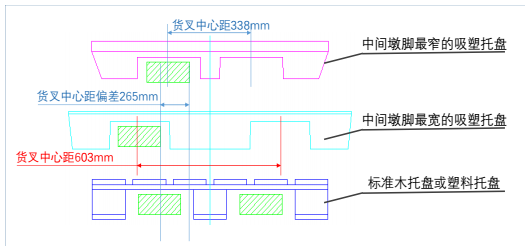
图8 堆垛机货叉调整范围示意图
2.4.2 货位设计
存放托盘涉及九脚吸塑托盘,且大部分托盘叉孔高度低于120mm,货架采用横梁加支撑梁的方式,以确保托盘底部均受到有效支撑。由于托盘尺寸的不确定性,同一个货位需满足所有托盘的存储需求。
托盘采用中心定位原则,为确保货叉具有的叉取空间,货架的中间位置垫梁宽度参照托盘中间墩脚小尺寸,两边的支撑垫梁依据托盘取货中心和小叉孔宽度值确定。因此,货位两侧支撑垫梁间距为865mm,从安全存储的角度设计,托盘边缘至少50mm在支撑垫梁范围内,托盘长边长度尺寸不得低于965mm。托盘小叉孔高度为85mm,垫梁高度设计为50mm,单个存储货位设计为5组支撑垫梁(如图9所示)。在该尺寸范围内,兼顾货位存储的安全性,共计5种托盘的墩脚在支撑垫梁位置的支撑面过小,不能满足货位存储要求。
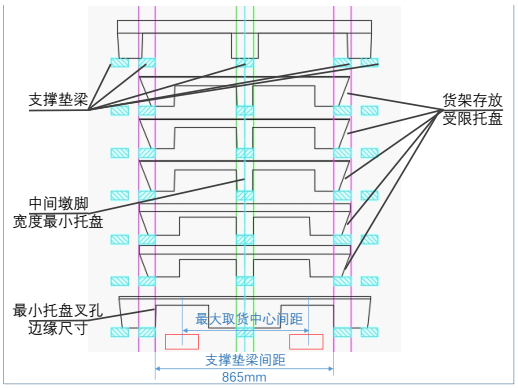
图9 托盘存储货位示意图
2.4.3 输送定位
由于托盘墩脚尺寸变化较大,多数托盘无法采用辊筒类设备输送。为确保托盘的平稳输送,采用链式作为平行于巷道方向的输送载体。根据前端定位要求,采用托盘侧向定位,输送设备沿托盘长边输送,利用托盘短边的墩脚尺寸完成输送链条布置。托盘宽度共涉及15种类型,宽度尺寸范围在600-1100mm之间,考虑输送设备制造的经济性,剔除部分托盘短边宽度尺寸过小的货物。因此,输送设备兼容短边宽度尺寸范围为950-1100mm,输送设备的承载类型为板式或者多排链式结构,以提高对不同托盘墩脚的兼容性(如图10所示)。
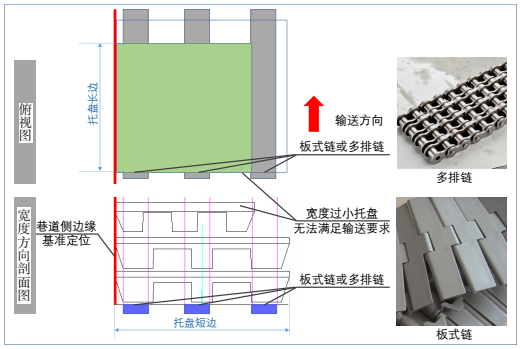
图10 托盘输送定位示意图
2.5 载具单元规格适用范围
通过堆垛机货叉搬运、货架货位存储、输送设备三个维度分析,29种托盘中共有21种托盘符合存储条件,自动化物流系统在一定的托盘尺寸范围(见表1)内满足使用要求。
表1 载具单元规格适用范围表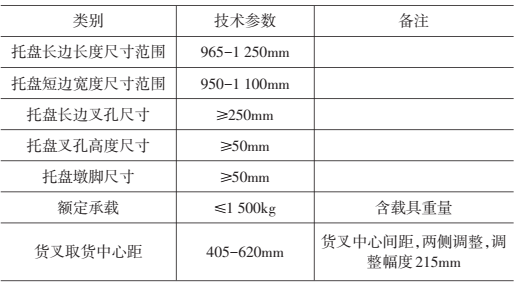
2.6 方案特点
多托盘混用自动化物流系统的关键输送设备均采用光电检测及伺服控制技术,以确保托盘在堆垛机取货中心位置完成定位。为程度适应更多规格和更多类型的托盘,堆垛机货叉采用可变距调节方式,依据测量参数对货叉中心距尺寸进行相应的调整。完成托盘尺寸测量后,输送系统再根据测量尺寸,对托盘进行精确定位,以满足堆垛机的叉取要求。而货架由于存储货位需要兼顾不同类型的托盘,适当增加了垫梁密度,确保货物存储安全。该系统的工艺流程简洁,技术较为成熟,系统性能相对稳定可靠。
此外,三维图像识别系统可对托盘规格尺寸参数全程在线采集,无需逐一手动录入数据或判断托盘的受损状况。该物流系统自动运行,无人值守。通过程序算法以及物流节点的定位控制,该物流系统还能在一定程度上适应货物载具单元产生的规格尺寸变化,可实时响应任何货物的尺寸更改。搭载更高层级的图像识别技术,甚至还可完成货物的质检和盘点,具有良好的智能化扩展空间。但该物流系统的运行过度依赖三维图像识别系统,关键输送设备需采用伺服驱动。由于系统流量压力,以及实施过程中的不确定性因素,为获得更高的测量精度,该物流系统作业端增设有多个测量点,进一步提高了前端处理系统的复杂性,其软件程序也需要二次开发,周期长,且技术难度较大。
2.7 经济性评价
多托盘混用自动化物流系统可减少母托盘的使用,主要的成本为变距货叉、伺服驱动、多排链或链板类设备。以该项目13120个货位,8个巷道为例。减少托盘投资约790万,8台堆垛机的货叉成本增加16万;输送设备按每台3万估算,伺服及驱动结构的增加对比普通设备价格接近1倍,按20台输送设备计算,成本增加60万。若三维图像识别系统设备按50万估算,不考虑其他建设成本的情况下,大约可节约近600万投资成本,具有非常高的经济性建设优势。
三、结语
我国是制造业大国,也是出口大国,有着数量庞大的供应链型企业,配套协作管理体系互利共生而又竞争激烈,价格控制较为敏感,多托盘混用自动化物流系统在货物转运及运输过程中具有非常明显的低成本优势。
多托盘混用自动化物流系统直接利用供应链产品的载具作为管理单元,系统柔性强,自动化程度高,程度节约了建设成本。其依靠自身载具完成对货物的流转、搬运及存储,作业效率高,数据采集快速、高效,避免了货物多次更换载具带来的损耗风险。
多托盘混用自动化物流系统无需搭载母托盘,也无需增加母托盘处理工艺及设施。不仅使物流系统获得了效率的提升,而且大幅度减少了初始投资费用。在存储货位多的使用环境下,更能凸显其经济性,将会成为货物托盘实现一贯化作业的发展趋势。